
Литье в песчано-глинистые формы

Литье по газифицируемым моделям

Производство отливок методом ХТС



































Литье в песчано-глинистые формы
Литье по газифицируемым моделям
Производство отливок методом ХТС
Данная технология отлива чугуна подразумевает изготовление литейных стержней и форм из рассыпчатых самозастывающих смесей. В их состав чаще всего входят компоненты на основе песка, смол и закрепителя.
Использование для литья песчано-глинистых форм повышает экологическую безопасность производства и улучшает условия труда. Применение данного типа смесей улучшает качество поверхности отливок по сравнению с другими способами литья черного металла в формы.
Благодаря тому, что при применении ХТС-процесса смола выгорает под воздействием залитого жидкого металла высокой температуры, стержни рассыпаются. Поэтому такие стержни легко удалить из внутренних полостей готовой отливки.
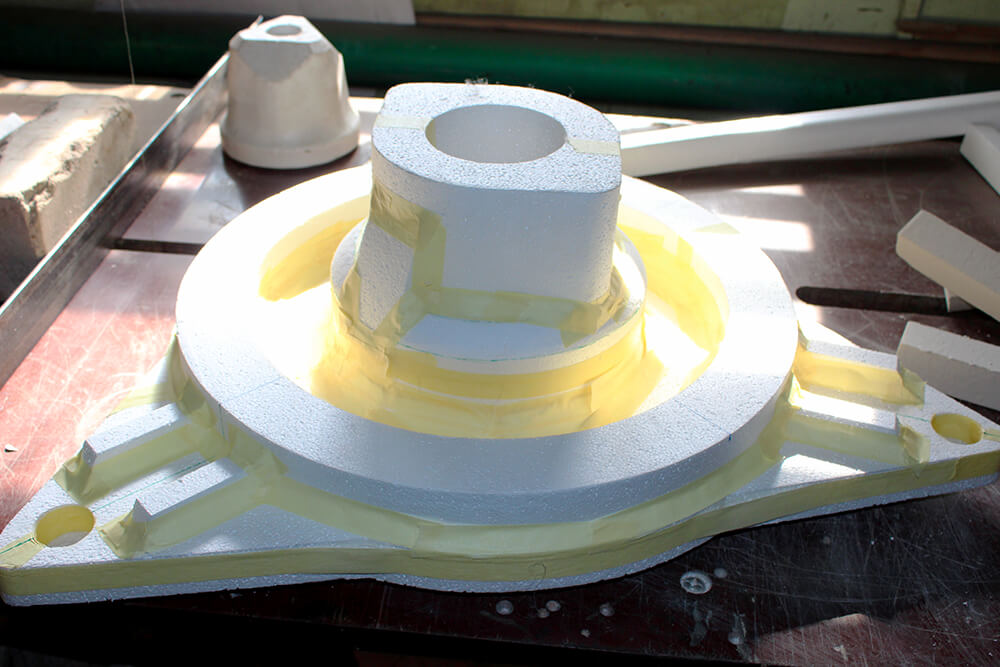
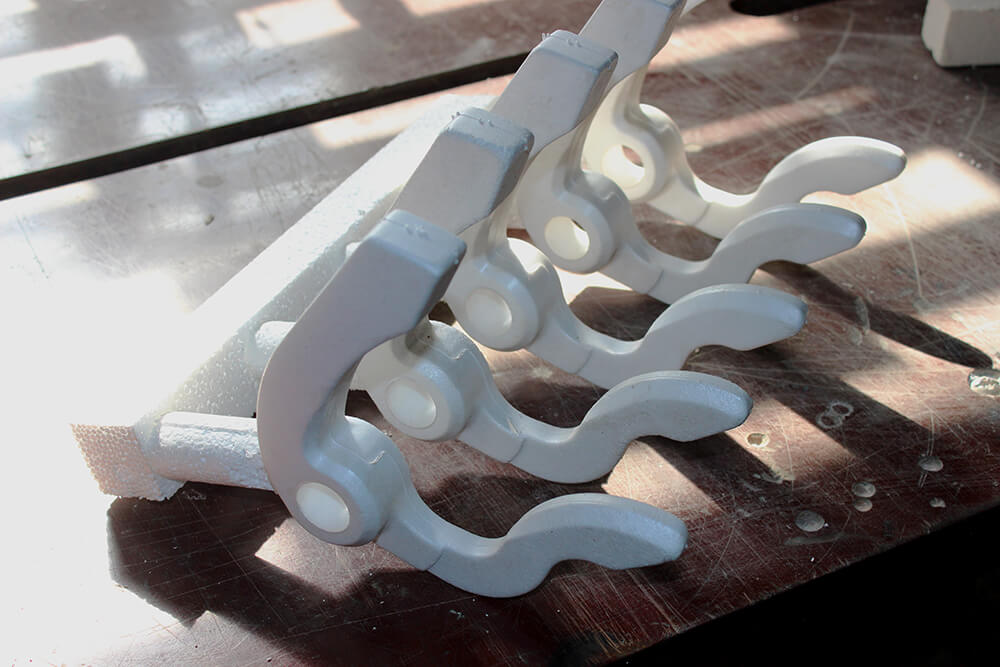
Литье по газифицируемым моделям (ЛГМ) охватывает наиболее широкий диапазон размерных и массовых характеристик отливок, получаемых по разовым моделям. Отсутствие разъема формы, свойственное традиционным способам литья, размещение моделей и отливок во всем объеме контейнера с песком при ЛГМ повышает выход годного по стальным и чугунным отливок до 70 … 90%.
Литье по газифицируемым моделям является уникальным, и при правильном выборе отливок не имеет конкурентов. Процесс обеспечивает максимальную гибкость для конструкций, которые в большинстве случаев невозможны при использовании других технологий литья.
Принцип центробежного литья заключается в том, что заполнение формы расплавом и формирование отливки происходят при вращении формы вокруг горизонтальной, вертикальной или наклонной оси, либо при ее вращении по сложной траектории. Этим достигается дополнительное влияние на расплав и затвердевающую отливку. Процесс реализуется на специальных центробежных машинах и столах.
Чаще используют два варианта способа, в которых расплав заливается в форму с горизонтальной или вертикальной осью вращения. В первом варианте получают отливки – тела вращения малой и большой протяженности, во втором – тела вращения малой протяженности и фасонные отливки.
Отливки, полученные методом центробежного литья, по сравнению с отливками, полученными другими способами, обладают повышенной плотностью во внешнем слое.