
Лиття в піщано-глинисті форми

Лиття за газифікованими моделями

Виробництво виливків методом ХТС



































Лиття в піщано-глинисті форми
Лиття за газифікованими моделями
Виробництво виливків методом ХТС
Дана технологія відливу чавуну має на увазі виготовлення ливарних стрижнів і форм з розсипчастих самозастигаючих сумішей. До їх складу найчастіше входять компоненти на основі піску, смол і закріплювача.
Використання для лиття піщано-глинистих форм підвищує екологічну безпеку виробництва і покращує умови праці. Застосування даного типу сумішей покращує якість поверхні виливків, в порівнянні з іншими способами лиття чорного металу в форми.
Завдяки тому, що при застосуванні ХТС-процесу смола вигорає під впливом залитого рідкого металу високої температури, стрижні розсипаються. Тому такі стрижні легко видалити з внутрішніх порожнин готового відливання.
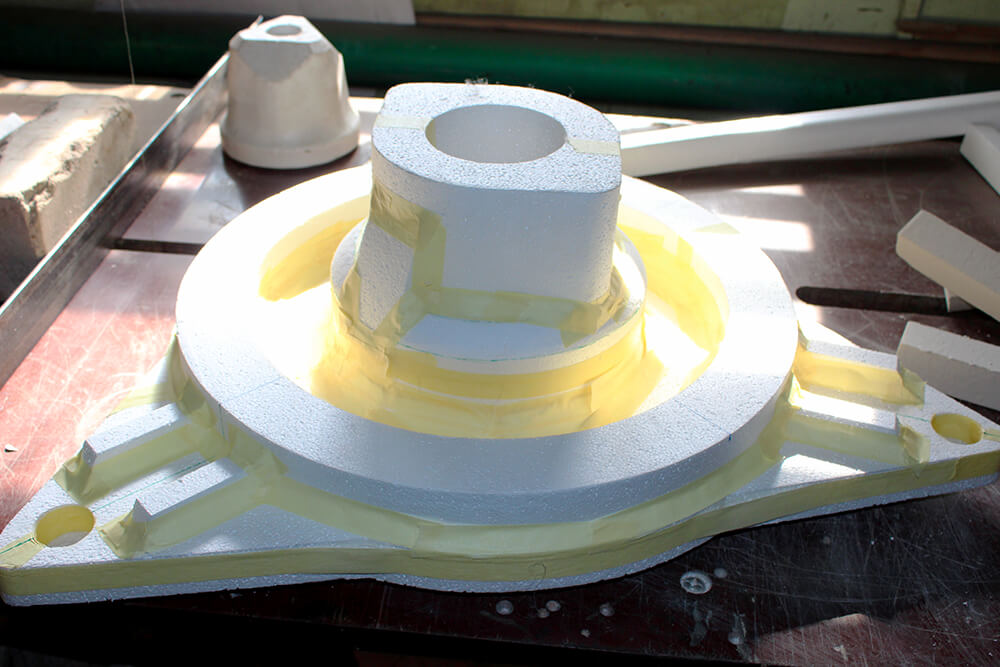
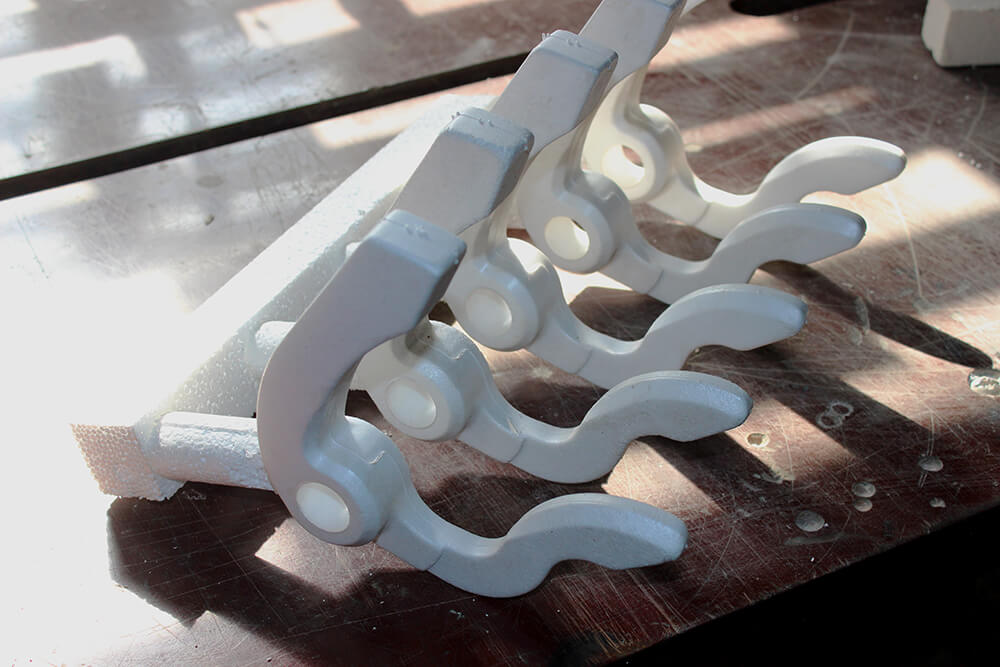
Лиття по моделях, що газифікуються (ЛГМ) ЛГМ є одним з новітніх способів виробництва виливків. Ця технологія вирішує найважливіше завдання ливарного виробництва – підвищення точності виливків до рівня лиття по виплавлюваних моделях при витратах виробництва лиття в піщано-глинисті форми.
Лиття по моделях, що газифікуються (ЛГМ) jохоплює найбільш широкий діапазон розмірних і масових характеристик виливків, одержуваних за разовими моделям. Відсутність роз’єму форми, властиве традиційним способам лиття, розміщення моделей і виливків у всьому обсязі контейнера з піском при ЛГМ підвищує вихід придатного по сталевим і чавунним відливок до 70 … 90%.
Лиття по моделях, що газифікуються є унікальним, і при правильному виборі виливків не має конкурентів. Процес забезпечує максимальну гнучкість для конструкцій, які в більшості випадків неможливі при використанні інших технологій лиття.
Принцип відцентрового лиття полягає в тому, що заповнення форми розплавом і формування виливки відбуваються при обертанні форми навколо горизонтальної, вертикальної або похилої осі, або при її обертанні по складній траєкторії. Цим досягається додатковий вплив на розплав і затвердевающую виливок поля відцентрових сил. Процес реалізується на спеціальних відцентрових машинах і столах.
Частіше використовують два варіанти способу, в яких розплав заливається в форму з горизонтальною або вертикальною віссю обертання. У першому варіанті отримують виливки – тіла обертання малої і великої протяжності, у другому – тіла обертання малої протяжності і фасонні виливки.
Виливки, отримані методом відцентрового лиття, в порівнянні з виливками, отриманими іншими способами, мають підвищену щільністю в зовнішньому шарі.